

回流焊温度要求
这里讲的回流焊温度是以回流焊炉温测试仪实际测试的温度为准,回流焊炉自身所带的测温不是太准确。这里给的回流焊温度只是参考温度,应该根据锡膏厂家提供的温度曲线进行调整,如果客户有温度要求应该根据客户的温度要求为准进行对回流焊温度曲线进行调整。

一、有铅锡膏回流焊温度

1、预热区:室温-130℃、升温速率:每秒2.5℃以下。
2、恒温区:温度130℃-160℃、时间在60-120秒之间。
3、焊接区:温度大于183℃、时间在60-90秒之间。
4、峰值温度:⑴没有IC及大体积元件,最高温度要在210℃-220℃之间。 ⑵有IC及大体积元件最高温度在210℃-230℃之间。
5、运输速度:500-600MM/MIN
二、无铅锡膏回流焊温度

1、预热区:室温-130℃、升温速率设定在1-3℃/秒。
2、恒温区:温度150℃-180℃、时间在60-90秒。
3、焊接区:温度大于220℃、时间在30-60秒。
4、峰值温度:232℃-245℃ 求
5、运输速度:550-700MM/MIN
三、红胶板回流焊温度
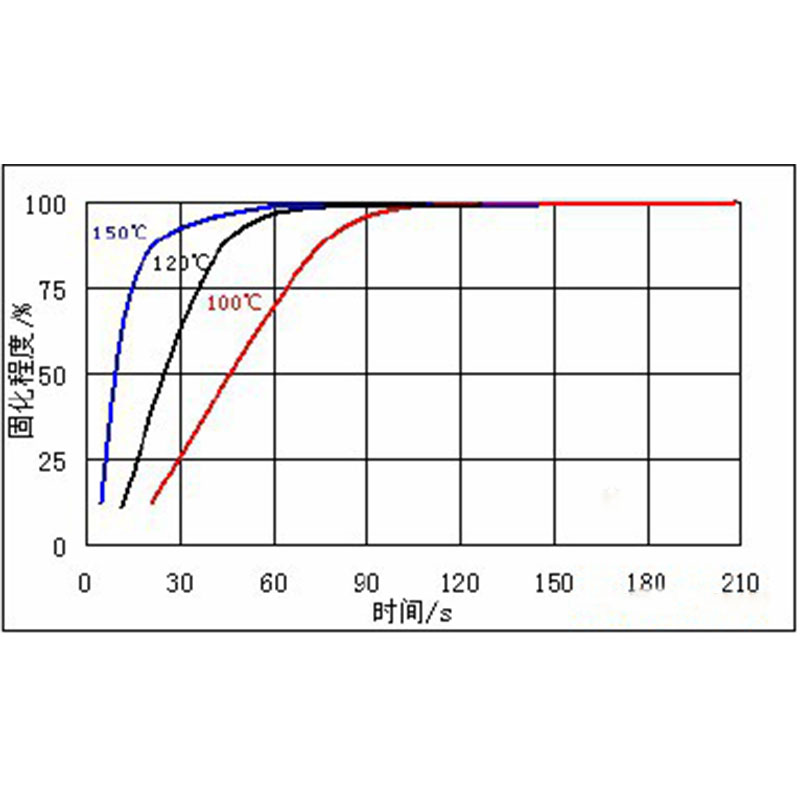
1、温度大于150℃时间在3-4分钟之间。
2、峰值温度:150-170℃。
3、运输速度:500-600MM/MIN 四、要根据回焊后实际的焊接效果来设置合理的温度曲线。
更多详情敬请关注以下二维码!






 客服1
客服1 