

波峰焊接过程是产生PCBA组件缺陷的主要工序,在整个PCBA组装过程中它引起的缺陷率高达50%。波峰焊接过程中出现的缺陷是前工序制造中存在问题的集中表现。这些缺陷可区分为明显的和隐藏的二类。前者较易检测,主要问题是后者。
本章重点讨论有铅波峰焊接和无铅波峰焊接所共有的缺陷现象。这些共性的缺陷主要表现为虚焊、冷焊、不润湿、反润湿、焊点轮廓敷形(以下简称敷形)不良、桥连、拉尖、透孔不良、空洞、针孔、“放炮”孔、扰动焊点或断裂焊点、暗色焊点或颗粒状焊点等。
焊点表面呈粗糙的粒状、光泽性差、流动性不好是虚焊的外观表现。从本质上来讲,凡是在焊接过程中在连接接头的界面上未形成合适厚度的合金层(IMC)就可以判定为虚焊,如图9.1所示。此时若将焊点撕裂,就可发现在基体金属和钎料之间没有任何相互楔入的残留物,界面平整清晰,好像用浆糊粘住的一样。而正常焊点被撕裂后,钎料和基体金属之间相互成犬牙交错状的裂痕,即基体金属上有钎料残留,钎料上也有基体金属的痕迹。
现象:
虚焊的连接界面既未发生润湿又未发生扩散,好像用浆糊粘住似的,焊点表面呈粗糙的形状、光泽性差、接触角θ>90°,如图9.2所示。此时钎料和基体金属接合界面之间为一层不可焊的薄膜所阻挡,界面层上未能发生期望的冶金反应,这是一种显形的虚焊现象,从外观上就能判断。
形成原理:
1.波峰焊接接合过程发生的物理现象
通过焊接,金属为什么会接合到一起并形成连接强度呢?以常用的Sn-37Pb合金钎料来说,在焊接温度作用下,它是通过熔融钎料润湿接合金属表面,再利用扩散作用在连接界面生成合金层(IMC),从而结成一体。
(1)毛细管现象
在洁净的固体金属表面上,放置熔融状态的洁净钎料,液态钎料就会在固体金属表面扩展并润湿固体金属。这是因为液态钎料在固体金属表面的细小凹凸间隙中,借助毛细管现象向四方扩展而引起的。
(2)润湿作用
焊接过程中接合作用的第一步,是钎料借助毛细管现象在接合金属表面上充分铺展开。为使熔融的钎料润湿固体金属表面,必须具备一定的条件。其条件之一就是基体金属表面必须是洁净的。这样钎料与被接合的基体金属的原子间距离才能接近到原子间力作用的程度。
(3)作用于原子间的力
在高温下具有黏性的二相同金属间,只要在高温下加上不大的压力,就可以使它们之间相互紧密贴合。在焊接时,因为钎料处于熔融状态,在金属表面产生润湿,不需加外力,只要基体金属表面是洁净的,就能很容易地达到原子间力作用所需要的距离。
(4)熔融金属的聚合力及附着力
润湿是物质具有的聚合力作用的结果,而紧密贴合与表面张力有关。产生表面张力的原因是聚合力。为了分析此问题,下面以在玻璃管中的液体和管壁接触部位的状态来说明,如图9.3所示。
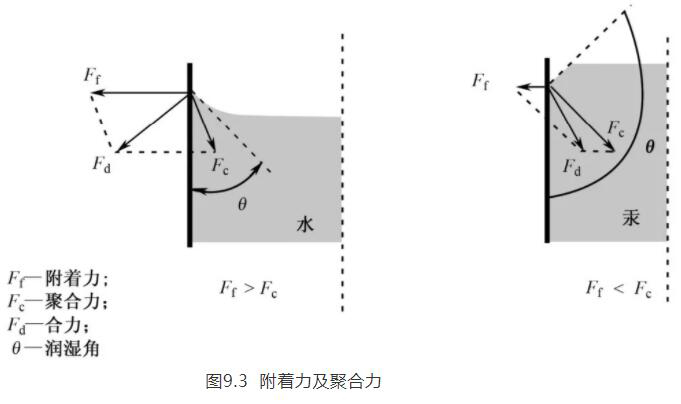
在图9.3中,液体分子受到对玻璃壁的附着力Ff 及液体本身的聚合力Fc的作用(忽略重力作用),按液面形状作用于液面分子的外力是垂直于液面的。图9.3左图中由于水与玻璃壁之间的附着力大,所以合力 Fd的方向是指向玻璃壁内的。因此,合力 Fd与成直角的液面成为凹面。当出现这种凹面时,因表面张力作用产生收缩力,而使管内液面上的压力减少。然而在同一液面上各点的压力必然是相等的,所以液面上升。
在焊接过程中,润湿和熔融钎料的聚合力及基体金属的附着力有关,聚合力越弱,即固体面与液体原子的附着力比液面原子聚合力越大,越容易产生毛细管现象。
由此可知,为实现焊接接合过程,首先要产生润湿,由于润湿,当液态钎料与基体金属的原子间距离非常接近时,原子的聚合力即发生作用,使液态钎料与基体金属合并为一体,完成了接合。
2.金属间化合物
焊接是依靠在接合界面上生成合金层而形成连接强度的。这种合金层通常是一种金属间化合物。这种以合金的金属成分按原子量的比例结合的化合物,叫做金属间化合物。
当用Sn-Pb系钎料焊接铜时,Sn与Cu相互扩散而产生Cu-Sn-Cu的结合。这种结合在普通温度下生成Cu3Sn(ε相)(基体金属侧)、Cu6Sn5(η相)(钎料侧),而在300℃以上时则将出现Cu31Sn8(γ相)以及其他结构不明的合金。
金属间化合物是一种硬度高而脆性大的合金相。Cu与Sn的化学亲合力很强,因此,在焊接接合界面上Cu与Sn形成的金属间化合物生长很快,据有关资料介绍,纯Sn在265℃的液态下与Cu生成的金属间化合物层,1min就能达到1.25μm的厚度。
3.影响因素
① 基体金属表面不洁净,表面氧化或者被脏物、油脂、手汗渍等污染而导致表面可焊性差甚至不可焊。
② 外购PCB、元器件等可焊性不合格,进入用户库房前未进行严格的入库验收试验。
③ 库存环境不良,库存期太长。
④ 钎料槽温度过高,导致钎料与母材表面加速氧化而造成表面对液态钎料的附着力减小。而且高温还熔蚀了母材的粗糙表面,使毛细作用下降,漫流性变差。
虚焊的预防
1.严把外协、外购件入库验收关
必须将可焊性不良的PCB和元器件拒之门外,因此必须严格执行入库验收手续
① 每批外购元器件到货后,必须抽样按IPC/J—STD—002标准要求进行可焊性试验,合格后方可正式入库。
② 每批外协的PCB到货后应任意抽取3块按IPC/J—STD—003标准要求进行可焊性试验,合格后才能接收。由于经过可焊性试验后的PCB不能再使用,所以,每批订购时必须多加3块作工艺试验件。
2.优化库存期的管理
①由于存储环境和期限与PCB和元器件良好可焊性的保持有着密切的关系,所以所有PCB和元器件必须在恒温、恒湿、空气质量好、无腐蚀性气体(如硫、氯等)和无油污的环境中存储。
② 考虑到可焊性的存储期限, 所有元器件必须实行先入先出的原则,以免造成一部分元器件因库存期过长而导致可焊性退化。
③ 储存期的长短应视地区(如南方、北方)和当地的空气质量而定,一般希望库存期越短越好。例如,PCB在大气中放置一个月后,可焊性会明显变差且容易附着水汽(吸潮),如图9.4所示。
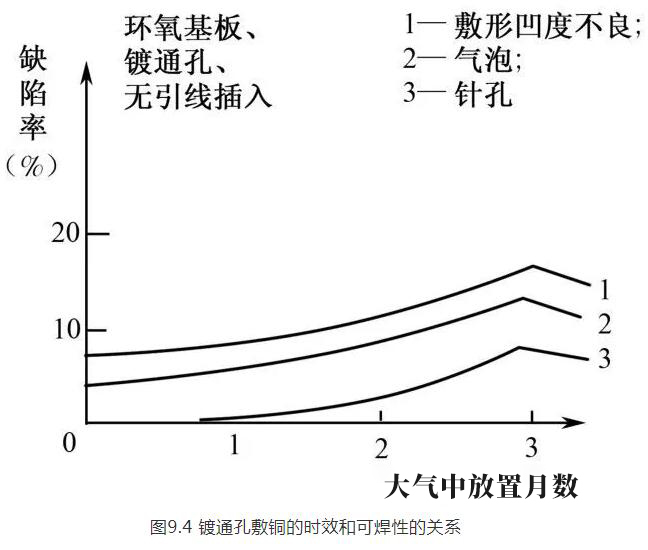
又如PCB在深圳的湿热环境下即使是抽真空包装,也最好不要超过6个月。在拆除真空包装状态上线插件后,在生产线上滞留时间最好不要超过24h就完成焊接工序。
④ 改善储存条件。
⑤ 对库存超期的元器件和PCB,经过可焊性测试合格后方可继续装机使用。
3.加强工序传递中的文明卫生管理
① 工作人员应穿戴防静电衣、鞋和手套,并经常保持其洁净。
② 多数助焊剂只能除掉锈和氧化膜,而不能去除油脂那样的有机薄膜。如果元器件和PCB在储存及生产传递过程中,沾上了油脂等污染物后,会产生锡、铅的偏析和针孔,降低焊接强度。也容易在铅的偏析位和钎料连接界面上产生裂纹,从外观看并无异常,但却潜伏着影响可靠性的因素。由于手汗渍等是传递过程中造成可焊性不良的原因,所以在操作过程中,任何与焊接表面接触的东西都必须是洁净的。PCB从储存袋中取出时和取出后,人手应戴上符合EOS/ESD防护要求的手套,且只能接触PCB的板角或边缘。
4.选择正确的工艺规范
① 焊前洁净所有被焊表面,确保可焊性。
② 在兼顾焊点的安全性和可靠性的情况下,可酌情选用活性较强些的助焊剂。
更多详情敬请关注以下二维码!






 客服1
客服1 