

对于一台功能设计完善的波峰焊接机,与焊接工艺相适配的机器参数应在一定范围内是可调的;且其控制精度应能满足正常操作要求;设备的工序能力系数Cpk≧1.33;具有良好的环保性能。
在此前提下,波峰焊接工艺参数的选择是否合理就是影响波峰焊接质量的重要因素。美国休斯飞机公司的研究人员称:“波峰焊接的成功与否,取决于人们对波峰焊接设备的了解及对工艺细节的重视程度……”因此,掌握波峰焊接工艺窗口的合理设计和参数的正确调控,是确保波峰焊接质理的关键环节之一。

与波峰焊接相关的工艺参数主要是指:上机前的烘干处理、预热温度、焊接温度、焊接时间,夹送倾角、压波深度、波峰高度、钎料槽中钎料杂质容限的控制等。
上机前的烘干处理
涂覆助焊剂之前的制造过程中,PCB曾在电镀溶液中处理过,如果因其多孔性而吸收了一定数量的溶液与水,那么在高温下进行波峰焊接操作时,将使这些液体汽化,这不仅会使钎料本身产生喷溅现象(即波峰焊接时PCB中的水分蒸发而把钎料从焊链中喷出),而且还能形成大量蒸汽。这些蒸汽被截留在填充钎料中形成气孔。为了消除在制造过程中就隐藏于PCB中残余的溶剂和水分,在插装元器件之前,建议对PCB进行上线前的烘干处理,烘干的温度的时间可参见表1-1。
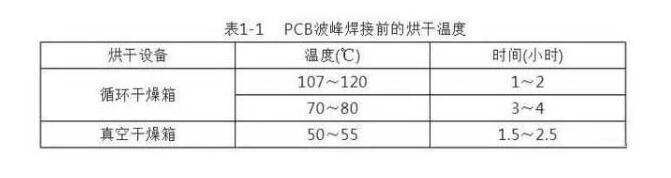
表1-1中所列温度和时间,对1.5mm以下的薄板可选用较低的温度和较短的时间,而对厚板可采用较高的温度和较长的时间。四层以上的PCB板要求采用表中最高的温度和最长的时间。
PCB在上线之前进一步烘干处理对消除PCB制板过程中所形成的残余应力,减少波峰焊接时PCB的翘曲和变形也是极为有利的。
涂覆助焊剂
SMA波峰焊接中,由于已安装了SMC/SMD的PCB表面凹凸不平,这给助焊剂的均匀涂覆增加了困难。就目前普遍推广应用的喷雾涂覆工艺而言,在倾斜夹送情况下,若喷雾头喷雾角度选择不当,将存在明显的阴影效应而使位于阴影区内的焊点漏涂。因此,始终保持喷雾头的喷雾方向与PCB面相垂直,是克服喷雾阴影效应的有效手段。
由于PCB面上存在大量的窄缝和深层毛细管现象,这给波峰焊接后彻底清除助焊剂残留物增加了困难。因此,一个连续、均匀的对整个PCB的助焊剂喷雾是必须的。用尽可能低的气压来shi用尽可能细的颗粒,将获得更好的结果。较高的气压设定可能引起颗粒的反弹作用,因而不会改善板表面的湿润。
因此,选择一种最适合PCB的助焊剂喷雾处理器,使用无VOC助焊剂尽可能达到最精细的颗粒,是达到良好的通孔渗透和成功的水膜挥发的关键。好啦~波峰焊接工艺在PCB上,助焊剂喷雾涂覆量尽精确控制在300~750mg/dm2。若超过750mg/dm2,将可能出现过量的助焊剂从PCB上滴落下来。
更多详情敬请关注以下二维码






 客服1
客服1 