

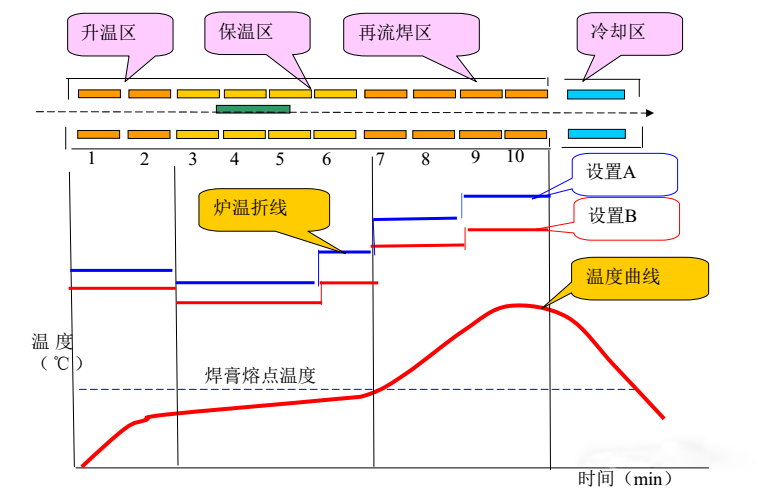
再流焊接的本质就是“加热”,其工艺的核心就是设计温度曲线与炉温设置。温度曲线,指工艺人员根据所要焊接PCBA的代表性封装及焊膏制定的“温
度—时间”曲线,也指PCBA上测试点的“温度—时间”曲线。前者是设计的温度
曲线,后者是实测的温度曲线。
炉温设置,指根据设计的温度曲线工艺要求设定再流焊接炉各温区温度的活动。
一、再流焊接工艺
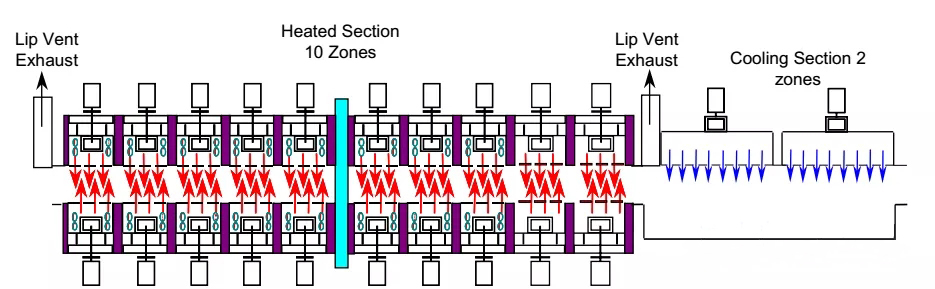
二、再流焊接炉的结构
1.加热单元的布局
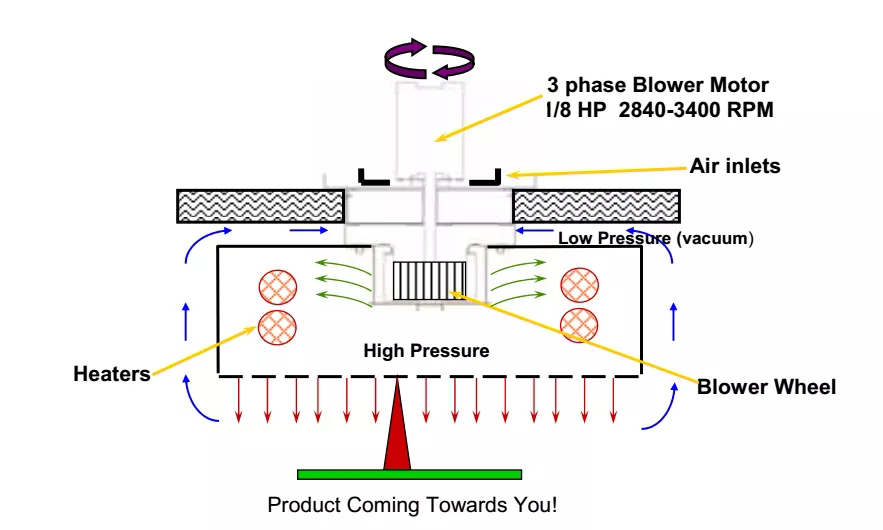
2.加热单元的结构
3、温度曲线的测量与设置
3(1)炉温设置的传热学原理
一般再流焊接炉操作界面上所显示的温度是炉中内置热电偶测头处的温度, 它既不是PCB上的温度,也不是发热体表面或电阻丝的温度,实际上是热风的温度。要做到会设置炉温,必须了解以下两条基本的传热学定律:
(1)在炉内给定的一点,如果PCB温度低于炉温,那么PCB将升温;
如果PCB温度高于炉温,那么PCB温度将下降;如果PCB温度与炉温相等,将无热量交换。
(2)炉温与PCB温度差越大,PCB温度改变得越快。
炉温的设置,一般先确定炉子链条的传送速度。其后才开始进行温度的设定。链速慢、炉温可低点,因为较长的时间也可达到热平衡,反之,可提高炉温。如果PCB上元件密、大元件多,要达到热平衡,需要较多热量,这就要求提高 炉温;相反,降低炉温。需要强调的是,一般情况下链速的调节幅度不是很
大,因为焊接的工艺时间、再流焊接炉的温区总长度是确定的,除非再流焊接炉的温区比较多、比较长,生产能力比较足。
3(2)炉温设置步骤
炉温的设置是一个设定、测温和调整的过程,其核心就是温度曲线的测试。目前,测温使用的是专用测温仪,它尺寸很小,可随PCB一同进入炉内,测试
后将其与计算机相连,就可显示测试的温度曲线。
设定一个新产品的炉温,一般需要进行1次以上的设定和调整。设置步骤如下:
(1)将热电偶测头焊接或胶粘到测试板或实际的板上,注意测点位置的选取;
(2)调整炉内温度和带速,做第一次调整;
(3)等候一定的时间,使炉内温度稳定;
(4)将测试板与测温仪放到传送带上,进行温度测试;
(5)分析获得的曲线;
(6)重复2)~5)的步骤,直到满意为止。
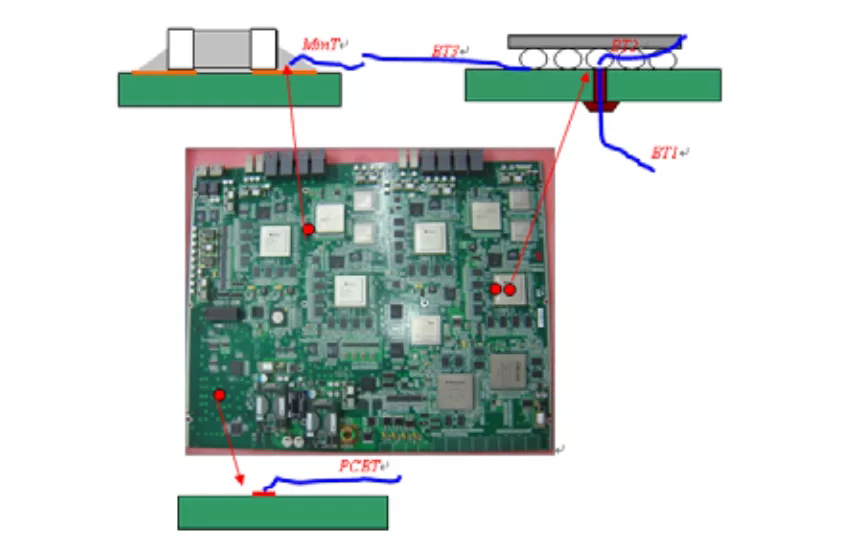
3(3)测试点的选择
所选测试点应能够反映PCBA上最高温度、最低温度以及BGA的关键温度。对已定的PCBA,建议选择以下的点为测试点:
(1)BGA中心或靠中心的焊点(BT1)、BGA封装体的上表面中心点(BT2)、BGA角部的焊点(BT3)。
(2)最大热容量的焊点(MzxT)。
(3)最小热容量的焊点,如0402焊点(MinT)。
(4)PCBA光板区域、距边25mm以上距离的点(PCBT)。
3(4)热电偶探头的固定
热电偶探头的固定,是准确测量温度曲线的关键。
如果热电偶探头的固定在焊接过程中松动,离开了要测试的焊点,或用于固定热电偶探头的焊锡\胶的热容量超过了焊点热容量的大小,测试出来的温度曲线就没有意义。对于像BGA的焊接,甚至7℃的误差就会严重影响到最终的焊接质量。因此,科学地建立测温板非常重要。
热电偶探头固定的一般原则:
(1)必须牢固,焊接时不可松动;
(2)不管用高温焊锡还是胶,不能影响焊点的热容量。
四、温度曲线关键参数
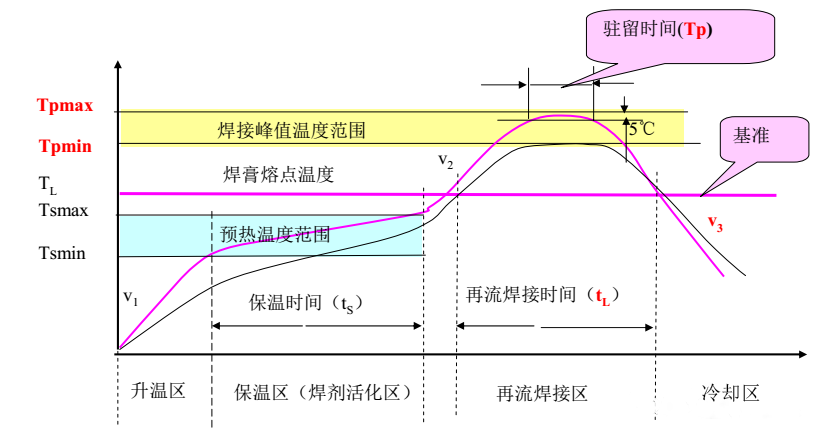
温度曲线,根据功能一般可划分为四个区,即升温区、保温区、再流焊接区和冷却区,其中再流焊接区为核心区。
温度曲线,一般用预热温度、保温时间、焊接峰值温度、焊接时间来描述。
关键参数如下:
(1) 预热开始温度,用Tsmin表示;
(2) 预热结束温度,用Tsmax表示;
(3) 焊接最低峰值温度,用Tpmin表示;
(4) 焊接最高峰值温度,用Tpmax表示;
(5保温时间,用ts表示;
(6) 焊接时间(焊膏熔点以上时间),用tL表示;
(7) 焊接驻留时间,用Tp表示;
(8) 升温速率,v1与v2;
(9) 冷却速率,v3。
五、参数设置基本要求
1.预热
预热主要有三个作用:使焊剂中的溶剂挥发;减小焊接时PCBA各部位的温度差;使焊剂活化。
(1)预热开始温度(Tsmin),一般没有特别的要求,通常比预热结束温度(Tsmax)低50℃左右;
(2)预热结束温度(Tsmax)为焊膏熔点以下20~30℃左右。通常,有铅工艺设置在150℃左右,无铅工艺设置在200℃左右。
(3)保温时间(ts),一般在2 ~3min。只要PCBA在进入再流焊阶段前达到基本的热平衡即可,在这样的前提下,越短越好。从经验看,保温时间只要不超过5 min ,一般不会出现所谓的焊剂提前失效问题。
2.焊接峰值温度与焊膏熔点以上的时间
(1)焊接峰值温度
由于PCB上每种元件封装的结构与大小不同,测试获得的温度曲线不是一根曲线,而是一组温度曲线,因此,焊接的峰值温度有一个最高峰值温度和最低峰值温度。
温度曲线的设计原则是所有元器件的焊接峰值温度,既不能高于元件的最高的耐热温度也不能低于焊接的最低温度要求,即应该比焊膏熔点高15℃并小于260℃(无铅元器件),在此前提下我们希望焊接的温度越低越好。
还应清楚,较高的温度出现在热容量比较小的元件上,较低的温度出现在热容量比较大的元件上。
为什么焊接的最低温度应高于焊膏熔点15℃?原因有两个:一是确保BGA类封装完成二次塌落,能够自校准位置,要实现这点,BGA焊点的温度必须比焊膏熔点高11~12℃;二是确保所有BGA满足此要求,给±4℃内的一个公差。
(2)焊接时间
焊接时间主要取决于PCB的热特性和元器件的封装,只要能够使所有焊点达到焊接合适温度以及BGA焊锡球与熔融焊膏混合均匀并达到热平衡即可。
焊接的时间,对一个普通焊点而言3~5s足够,对一块PCBA而言,需要考虑所有的焊点都满足这一要求,同时,还必须考虑减少PCBA不同部位的温度差或者说减少PCB和元件热变形问题,因此,PCBA的焊接与单点的焊接有本质的差别,可以说它们不属于一个系统。
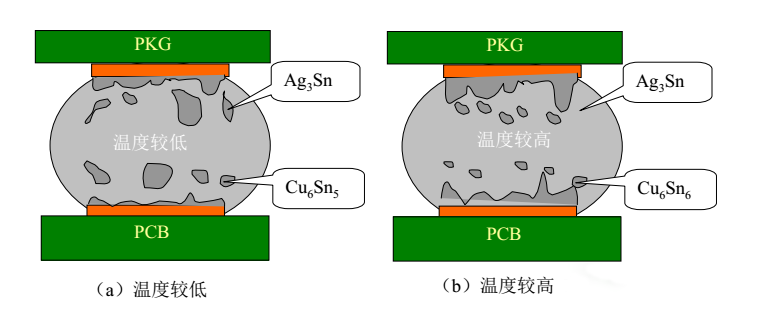
(3)不同温度、时间下的BGA焊点的微观结构
下页图是一个不同温度、时间下形成的BGA焊点微观结构示意图,从中可以了解到,随着温度的升高,焊球中Ag3Sn、Cu6Sn5相会变得细化,但金属间化合物(IMC)会变得更厚。
如果温度过高,也会使BGA焊球塌落过度,影响可靠性。特别是那些带有金属散热壳的BGA。
3.升温速率
升温速率(V1),主要影响焊膏焊剂的挥发速度。过高,容易引起焊锡(膏)飞溅,从而形成锡球。因此,一般要求控制在1 ~2℃/s。
升温速率(V2),是一个关键参数,对一些特定焊接缺陷有直接的影响。过高, 容易引发锡珠、立碑、偏斜和芯吸。一般要求尽可能的低,最好不要超过2℃/s.。
4.冷却速率
IPC/JEDEC-020C推荐的湿敏等级分类条件给出的冷却斜率为3℃~6℃/s。但这样的规定实际上存在很大的风险,特别是焊接BGA器件时,如果冷却斜率达到- 4.5℃/s以上时,很可能造成焊点收缩断裂!事实上,依靠风冷的许多炉子也根本做不到,这点务请读者注意,千万别追求理论上的质量!
一般而言,较厚的塑封BGA需要慢速冷却,甚至需要热风慢冷,因为它是一个典型的双层结构且容易吸潮。实际案例表明,如果冷却速率小于等于2℃/s,一般不会发生因BGA翘角而形成收缩断裂,但如果超过2.4℃/s,就容易发生收缩断裂了。
更多详情敬请关注以下二维码






 客服1
客服1 