

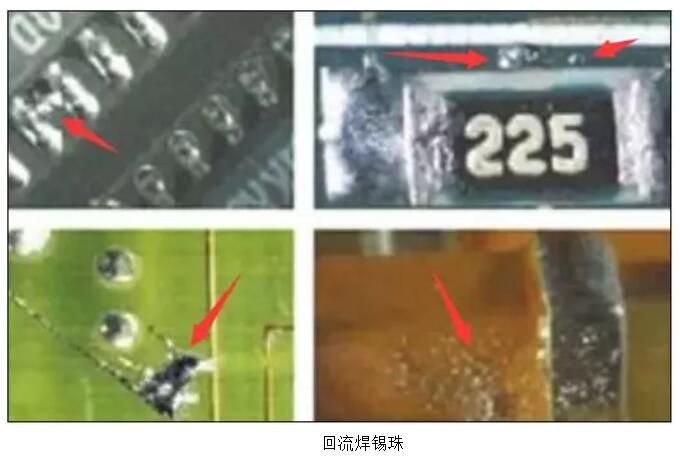
一、锡珠的成因及解决办法
原因一: 钢网开口不合适。钢网开口太大,或由于钢网开口形状不合适, 导致贴放片式元件时锡膏漫延至焊盘之外, 都会致使回流焊中锡珠生成。
解决方法如下。
①钢网开口尺寸。一般来说, 片式阻容元件的钢网开口尺寸应略小于相应的印制板焊盘, 特别是利用PCB文件制作的模版, 应考虑到线路板一定的蚀刻量, 所以此类焊盘的钢网开口一般可开为印制板焊盘的90%-95 %。
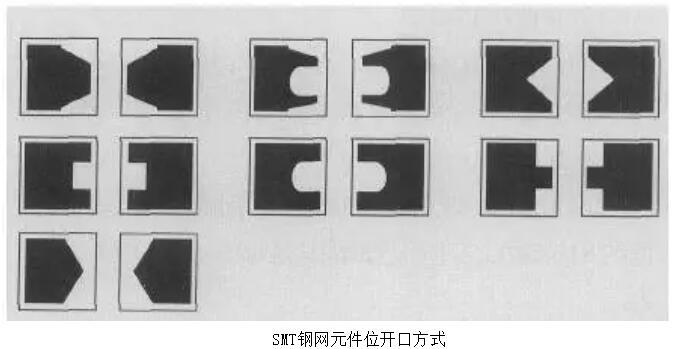
②开口形状。灵活地选择阻容元件的钢网开口形状, 可有效地减少或避免锡膏量过多而被挤压出来的情况, 图2 是几种钢网开口形状, 制作钢网时可以选择其中一种作为阻容元件的开口, 这样既可确保焊接锡膏用量, 又能有效地防止锡珠形成。
原因二:对位不准。钢网与印制板对位应准确且印制板及钢网应固定完好, 使印锡膏过程模版与印制板保持一致, 因为对位不正也会造成锡膏漫延。
解决方法:印刷锡膏分为手工、半自动和全自动。即使是全自动印刷, 其压力、速度、间隙等仍需要人工设定。所以不管用何种方法, 都必须调整好机器、钢网、pcb、刮刀四者的关系,确保印刷质量。
同时, 印锡膏是整个贴片装配过程的前道工序, 其对整机贴片焊接来说影响很大, 因印刷不良造成的缺陷率远高于其它过程造成的缺陷率,所以印锡膏工艺切不可轻视。
原因三:锡膏使用不当。冷藏的锡膏升温时间不足, 搅拌不当, 会使锡膏吸湿, 导致高温回流焊时水汽挥发致锡珠生成。
解决办法:由于锡膏的有效期较短, 一般使用前都是低温存放的, 使用时, 必须将锡膏恢复至室温后再开盖(通常要求4小时左右), 并进行均匀搅拌后方可使用,急于求成必将适得其反。
原因四:温度曲线不当。回流焊中升温及预热时间不足, 锡膏中溶剂没有足够地挥发, 高温焊接时因温度的迅速上升导致溶齐飞溅带出的锡膏冷却后成锡珠。
解决方法:回流焊工艺的重要参数就是温度曲线, 温度曲线分为四个阶段: 预热、保温、回流、冷却,其中预热及保温过程,可减少元件及印制板遭受热冲击, 并确保锡膏中的溶剂能部分挥发,若温度不足或保温时间太短, 都会影响最终的焊接质量,一般保温的过程为1 5 0 ℃ -16 0 ℃,70 s -90S。回流焊每次使用前都要调整好温度曲线,确保焊接过程处于良好的工作状态。
原因五: 残余锡膏。一般生产过程中特别是在调整模版时, 都有一些印制板需要重新印锡膏,那么原来的锡膏必须清除干净,否则残余的锡膏最终会影响锡珠, 甚至更严重的质量问题。
解决方法:仔细刮去板上的锡膏, 特别要注意不让锡膏流入插件孔内导致塞孔, 然后用溶剂清洗干净, 若难以清除干净,可将板在有溶剂的超声波清洗机中清洗1分钟左右,可有效地去除板上残余锡膏。、
二、 已形成的锡珠清除方法
锡珠, 由于有其它如助焊剂存在, 所以能附着在板上, 所以当锡珠无法人工一一去除时, 可用锡膏对应的清洗剂对板件进行刷洗, 用超声波清洗效果更好, 一般来说经过清洗后锡珠可完全去除,实在还是有个别消除不掉的只有在目测的时候有牙签清除了,关键是预防锡珠的产生。
更多详情敬请关注以下二维码






 客服1
客服1 